


ASTM D7191 Moisture Content Testing in Plastics by Relative Humidity
The ASTM D7191 test method is used for the quantitative determination of water down to 20 ppm in plastics using a relative humidity sensor. The moisture content has a direct impact on the physical qualities and processability of various plastics.
TRUSTED BY




Precision-driven testing for dimensional accuracy and compliance
- Overview
- Scope, Applications, and Benefits
- Test Process
- Specifications
- Instrumentation
- Results and Deliverables
Overview
ASTM D7191 describes a test method for determining the moisture content of plastics by measuring the relative humidity of the headspace above a heated plastic sample using a calibrated relative humidity (RH) sensor. Moisture content in plastics directly affects melt processing behavior, dimensional stability, and mechanical properties of molded parts.
This rapid test method is particularly valuable for hygroscopic engineering plastics such as nylon, PET, PBT, and polycarbonate, where moisture above specified levels causes hydrolytic degradation and part defects during injection molding or extrusion.

Scope, Applications, and Benefits
Scope
ASTM D7191 applies to hygroscopic and non-hygroscopic plastic resins and pellets and covers:
- Moisture content determination via RH sensor headspace measurement
- Correlation to standard gravimetric Karl Fischer results
- Rapid measurement suitable for production line control
- Applicability to both granular and powdered plastic materials
Applications
- Plastic resin incoming inspection and drying verification
- Injection molding and extrusion process moisture control
- Nylon, PET, PBT, PC, and other hygroscopic resin QC
- Medical and optical grade plastic moisture certification
- Rapid moisture screening before high-value molding operations
Benefits
- Very rapid result (minutes vs. hours for gravimetric methods)
- Non-destructive to the instrument compared to some titration methods
- Easy to use at production floor level
- Sensitive to low moisture levels relevant to processing limits
- Provides real-time drying endpoint verification
Test Process
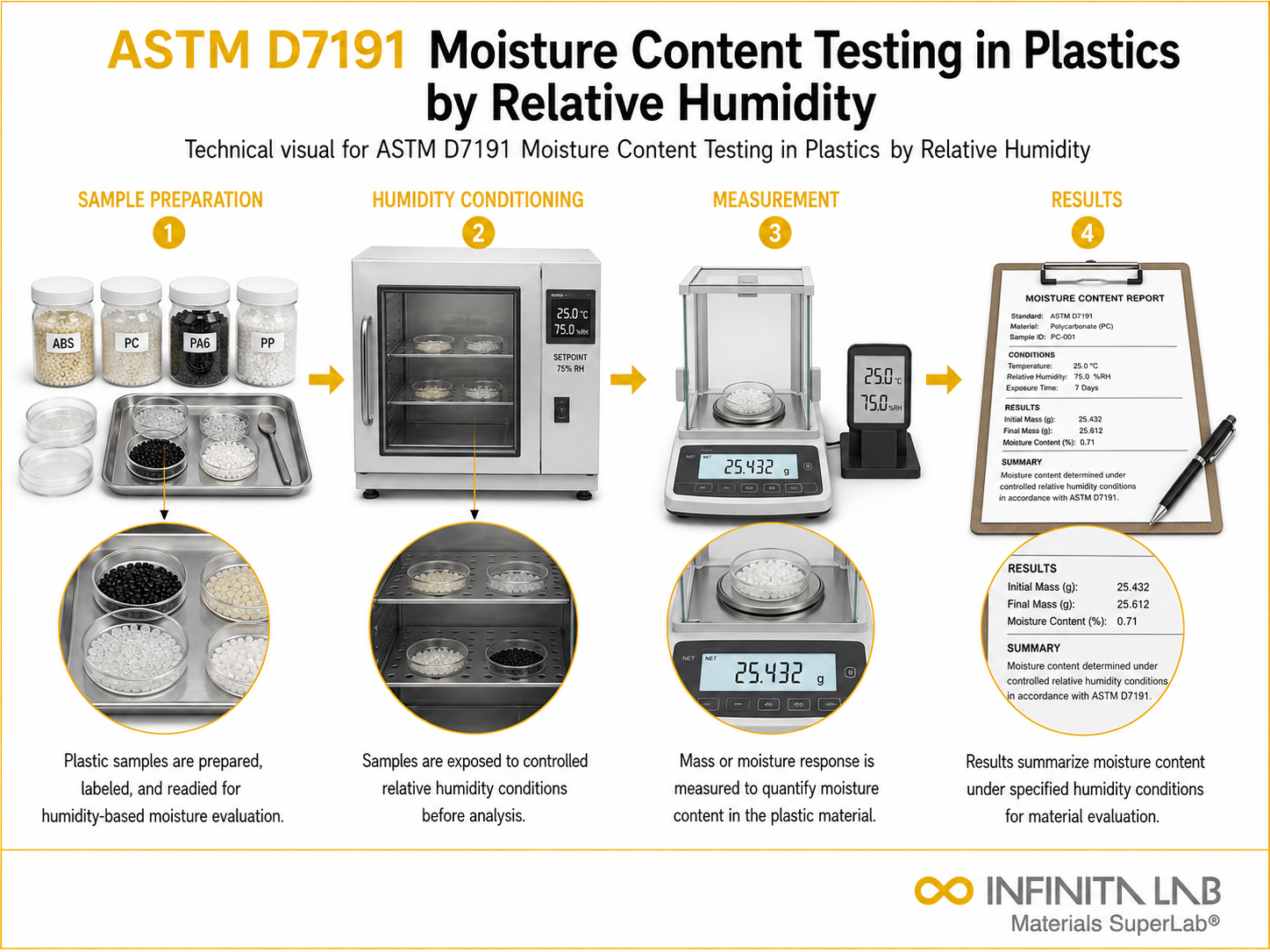
Sample Loading
A defined mass of plastic pellets or granules is loaded into a sealed measurement cell.
1Heating
The cell is heated to a specified temperature (typically 130–200°C depending on material) to drive off moisture from the plastic.
2RH Measurement
The relative humidity sensor measures the headspace RH as moisture accumulates; the sensor equilibrates and records the final RH value.
3Moisture Calculation
RH data is converted to moisture content (ppm or %) using a calibration curve established with Karl Fischer reference measurements.
4Technical Specifications
| Parameter | Details |
|---|---|
| Standard | ASTM D7191 |
| Test Principle | Heated headspace relative humidity measurement |
| Applicable Materials | Hygroscopic and non-hygroscopic plastic resins |
| Typical Test Temperature | 130–200°C (material-dependent) |
| Measured Output | Moisture content (ppm or wt%) |
| Reference Calibration | Karl Fischer titration |















Instrumentation Used for Testing
- Moisture RH sensor instrument (dedicated plastic moisture analyzer)
- Calibrated RH sensor with temperature compensation
- Analytical balance for sample mass measurement
- Temperature-controlled heating cell
- Karl Fischer titrator for calibration reference measurements
Results and Deliverables
- Moisture content (ppm or wt%) for each sample
- Pass/fail against processing moisture specification
- Correlation data to Karl Fischer reference (if applicable)
- Measurement time and temperature used
- Test certificate for lot release or drying verification
Frequently Asked Questions
Most nylon 66 specifications require moisture below 0.20% (2000 ppm) before molding; some high-performance grades specify below 0.10% to prevent hydrolytic degradation and splay defects.
Variations in moisture content affect the physical properties and processability of plastics. The excessive presence of moisture may degrade the quality and performance of plastic products in service, making measurement accuracy an essential issue for material standardization.
This test technique applies to various plastic types, including liquids, powders, pellets, and ground materials.
ASTM D7191 offers several advantages over traditional methods like Karl Fischer titration, including reduced sample size requirements, faster results, and no harsh chemicals. Thus, the testing process is more efficient and safer.
During the interpretation of the test results, attention should be given to the tolerance of different plastic materials to moisture, the effect of humidity on process and properties, and, when appropriate, the applicability of the test result to the material's application service.
Why Choose Infinita Lab for Advanced Materials Testing and Characterization?
At the core of this breadth is our network of 2,000+ accredited laboratories across the USA, offering access to over 10,000 testing methods and analytical services. From advanced materials characterization (SEM, TEM, RBS, XPS) to mechanical, chemical, environmental, biological, and standardized ASTM/ISO-compliant testing, we deliver unmatched flexibility, specialization, and scale. You are never limited by geography, facility, or methodology — Infinita Lab connects you to the right expertise and testing solution, every time.

Looking for a Trusted Partner for Accurate and Reliable Testing Services?
Send query us at hello@infinitlab.com or call us at (888) 878-3090 to learn more about our services and how we can support you.



Request a Quote
Submit your material details and receive testing procedures, pricing, and turnaround time within 24 hours.
 Quick Turnaround and Hasslefree process
Quick Turnaround and Hasslefree process Confidentiality Guarantee
Confidentiality Guarantee Free, No-obligation Consultation
Free, No-obligation Consultation 100% Customer Satisfaction
100% Customer Satisfaction
