


Plastic Moisture Content Testing Services
Moisture content testing of plastics can be done using gravimetric analysis, Karl Fischer titration, and infrared spectroscopy. Gravimetric analysis involves weighing a sample of plastic before and after drying to remove moisture. Moisture content is an important property of plastics that can impact their performance, and this test ensures the quality of plastic products.
TRUSTED BY




Precision Testing Solutions for Accurate, Reliable, and Standards-Compliant Results
- Overview
- Scope, Applications, and Benefits
- Test Process
- Specifications
- Instrumentation
- Results and Deliverables
Moisture Content of Plastics Testing Overview
Moisture content of plastics testing is used to determine the amount of water present in polymer materials, including pellets, powders, and finished products. Moisture plays a critical role in processing and performance, as excessive water can lead to defects such as bubbles, poor surface finish, and reduced mechanical strength during molding or extrusion.
This testing is essential for hygroscopic plastics like nylon, PET, and polycarbonate, which readily absorb moisture from the environment. Accurate moisture determination ensures proper drying before processing and helps maintain material quality, dimensional stability, and long-term performance.

Scope, Applications, and Benefits
Scope
Moisture content testing evaluates:
- Residual moisture content (% or ppm)
- Free and bound water in polymers
- Material drying requirements
- Effect of moisture on processing behavior
- Stability and degradation risk
Applications
- Plastic resins (PE, PP, PET, Nylon, ABS, PC)
- Injection molding and extrusion processes
- Automotive and engineering plastics
- Packaging and consumer products
- Electrical and electronic components
Benefits
- Prevents defects during processing (voids, bubbles)
- Improves mechanical and surface properties
- Ensures consistent product quality
- Supports material handling and storage decisions
- Reduces hydrolytic degradation risk
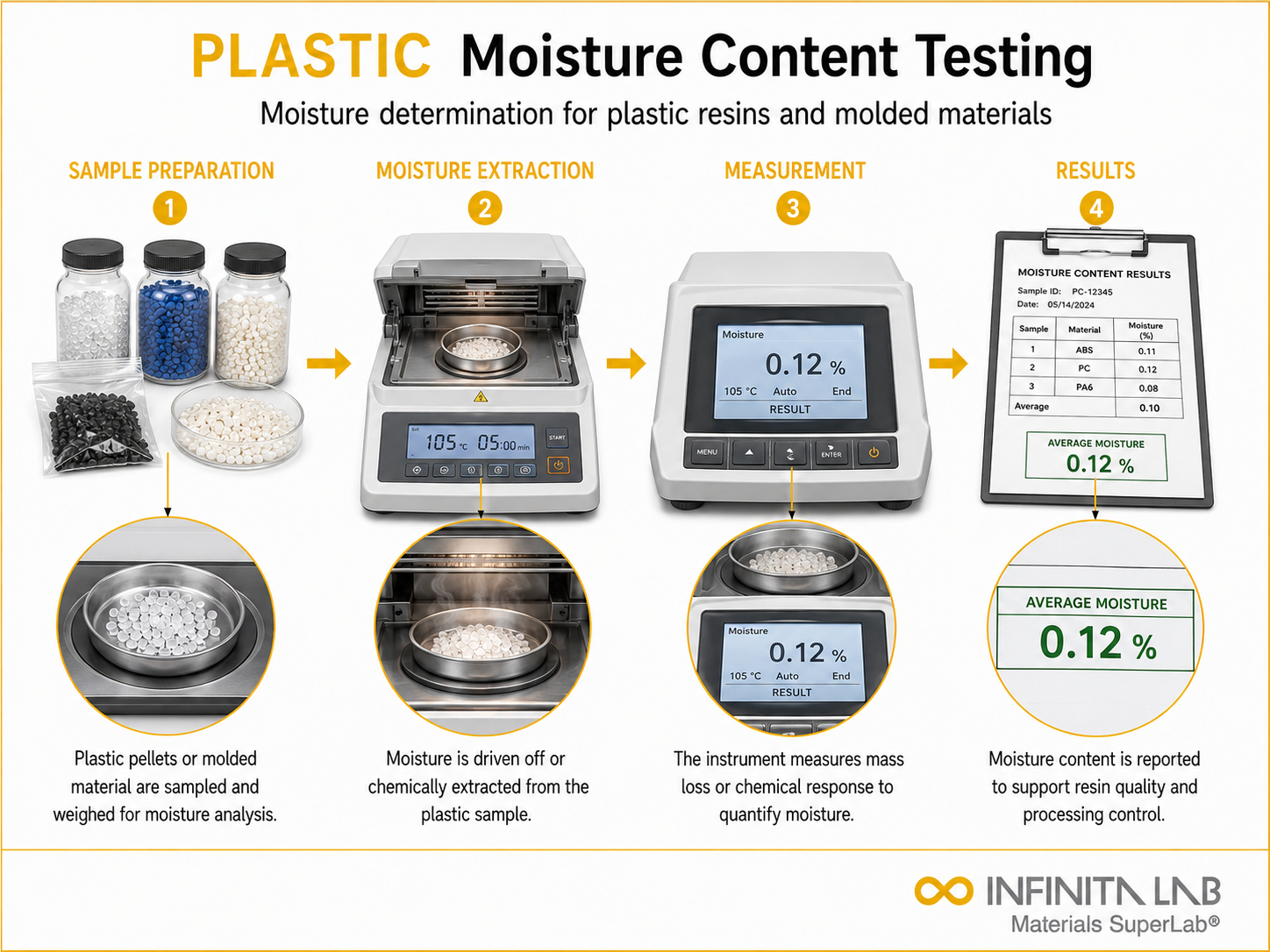
Moisture Content of Plastics Test Process
Sample Preparation
Plastic pellets or molded samples are collected and conditioned to avoid contamination.
1Measurement Method
Moisture is determined using Karl Fischer titration, loss-on-drying, or sensor-based techniques.
2Moisture Removal
Sample is heated or chemically reacted to release water content.
3Data Analysis
Moisture content is calculated as % or ppm based on weight loss or titration results.
4Moisture Content of Plastics Technical Specifications
| Parameter | Details |
|---|---|
| Standards | ASTM D6869, ASTM D6980, ISO 15512 |
| Detection Range | ~1 ppm to several % |
| ASTM D6980 | Loss in weight method (down to ~50 ppm) |
| ISO 15512 | Water content determination (0.01%–0.1% accuracy) |
| ASTM D6869 | Karl Fischer method for high precision |
| Sample Type | Pellets, powders, molded parts |
| Measured Outputs | Moisture content (% or ppm) |















Instrumentation Used for Testing
- Karl Fischer titrator (volumetric/coulometric)
- Moisture analyzer (halogen or infrared)
- Drying oven (loss-on-weight method)
- Analytical balance (±0.1 mg)
- Gas carrier system (for vaporization methods)
- Data acquisition system
Results and Deliverables
- Moisture content (% or ppm)
- Drying requirement recommendations
- Material quality and consistency evaluation
- Comparative analysis across batches
- Processing suitability assessment
Frequently Asked Questions
Moisture affects processing and final product quality. Excess moisture can cause defects like bubbles, weak mechanical properties, and surface imperfections during molding or extrusion.
Common standards include ASTM D6869 (Karl Fischer), ASTM D6980 (loss-on-drying), and ISO 15512, which define accurate methods for determining water content in plastics.
Acceptable moisture levels depend on the material. For example, hygroscopic plastics like nylon may require moisture levels below 0.1% before processing.
Methods include Karl Fischer titration for high accuracy, loss-on-drying using moisture analyzers, and sensor-based techniques for rapid measurements.
Moisture can cause hydrolytic degradation, reduced strength, dimensional instability, and poor surface finish, impacting both processing and long-term performance.
Why Choose Infinita Lab for Advanced Materials Testing and Characterization?
At the core of this breadth is our network of 2,000+ accredited laboratories across the USA, offering access to over 10,000 testing methods and analytical services. From advanced materials characterization (SEM, TEM, RBS, XPS) to mechanical, chemical, environmental, biological, and standardized ASTM/ISO-compliant testing, we deliver unmatched flexibility, specialization, and scale. You are never limited by geography, facility, or methodology — Infinita Lab connects you to the right expertise and testing solution, every time.

Looking for a Trusted Partner for Accurate and Reliable Testing Services?
Send query us at hello@infinitlab.com or call us at (888) 878-3090 to learn more about our services and how we can support you.



Request a Quote
Submit your material details and receive testing procedures, pricing, and turnaround time within 24 hours.
 Quick Turnaround and Hasslefree process
Quick Turnaround and Hasslefree process Confidentiality Guarantee
Confidentiality Guarantee Free, No-obligation Consultation
Free, No-obligation Consultation 100% Customer Satisfaction
100% Customer Satisfaction
